Vacuümvormen is een veelgebruikt productieproces waarbij een kunststofplaat wordt verwarmd totdat deze buigzaam wordt, waarna ze met behulp van vacuümdruk over een mal wordt gevormd. Zodra de kunststof is afgekoeld en uitgehard, behoudt ze de vorm van de mal, waardoor een duurzaam en functioneel onderdeel ontstaat.
Dit proces wordt veel gebruikt in sectoren zoals de verpakkingsindustrie, de automobielindustrie, de medische apparatuur en de consumptiegoederenindustrie, omdat het de productie van gedetailleerde onderdelen van hoge kwaliteit mogelijk maakt tegen relatief lage matrijskosten. Vacuümvormen is ideaal voor zowel prototyping als grootschalige productie, maar om de beste resultaten te behalen, is een zorgvuldig ontwerp essentieel om ervoor te zorgen dat het eindproduct sterk, nauwkeurig en visueel aantrekkelijk is.
Gebruik uitloophoeken om de vorm gemakkelijk los te maken
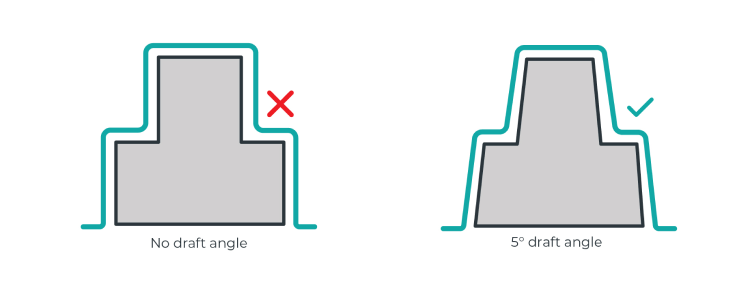
Schuine hoeken zijn een essentieel onderdeel van het ontwerp bij thermovormen. Dit zijn subtiele schuine vlakken die aan verticale wanden worden aangebracht om het gevormde onderdeel gemakkelijker uit de mal te kunnen halen. Zonder een schuine hoek kan het plastic vast komen te zitten, waardoor het uit de mal halen lastig wordt of het onderdeel zelfs beschadigd raakt.
Het maken van sjablonen met schuine hoeken is zeer geschikt voor technieken als 3D-printen of CNC-frezen. Bij methoden zoals lasersnijden kunnen traditionele schuine hoeken echter niet worden gerealiseerd. In die gevallen kun je de sjabloon ontwerpen met een schuin vlak dat is opgedeeld in verschillende kleine treden, in plaats van één doorlopende verticale wand.
Tips
- Het wordt aangeraden om een hoek van 3 tot 5 graden te gebruiken om ervoor te zorgen dat het product soepel loskomt.
- Voor diepere of complexere mallen kan een grotere hoek nodig zijn.
Verminder ondersnijdingen
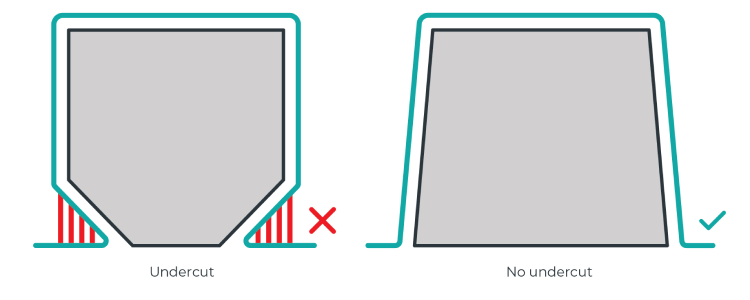
Ondersnijdingen zijn kenmerken die ervoor zorgen dat een onderdeel niet gemakkelijk uit de mal kan worden gehaald. Dit kan het vormproces bemoeilijken en vereist mogelijk meerdelige matrijzen of extra gereedschap.
Tips
- Beperk of vermijd ondersnijdingen voor eenvoudigere en voordeligere mallen.
- Als je ontwerp ondersnijdingen vereist, kun je overwegen een mal te maken die uit meerdere sleufdelen bestaat, zodat het gevormde onderdeel gemakkelijker loskomt.
Breedte-hoogteverhouding
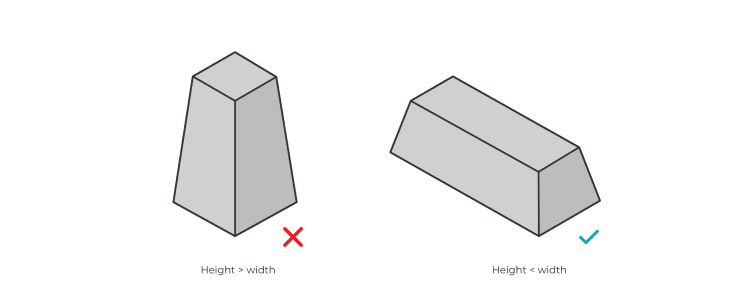
Bij het vacuümvormproces moet de hoogte-breedteverhouding (ook wel de trekverhouding of vormdiepteverhouding genoemd) goed worden geregeld om de vormkwaliteit te waarborgen, scheuren of vervorming van het materiaal te voorkomen en het uit de mal halen te vergemakkelijken.
Tips
- De hoogte mag niet meer dan 2 tot 3 keer de breedte bedragen om te voorkomen dat het materiaal te dun wordt of scheurt.
- Ondiepe mallen (lage hoogte):
- Het meest geschikt voor dikkere of stijve materialen die nauwelijks vervormen.
- Geschikt voor toepassingen zoals dienbladen, borden en soortgelijke producten.
- Diepe vormen (grotere hoogte):
- Gebruik dunnere, rekbaardere materialen om te voorkomen dat het te dun wordt.
Optimaliseer de luchtstroom met ventilatieopeningen
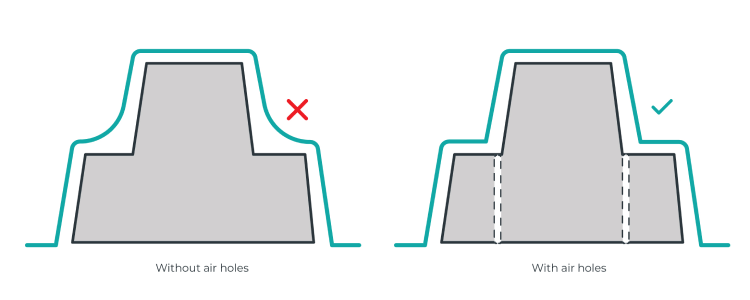
Een goede luchtstroom door een vormplaat is cruciaal voor het verkrijgen van hoogwaardige, gedetailleerde onderdelen. Door op strategische plaatsen luchtgaten aan te brengen, kun je de nauwkeurigheid van de mal verbeteren, luchtbellen voorkomen en zorgen voor een gelijkmatige verdeling van het kunststof tijdens het vormproces.
Waarom zijn luchtgaten belangrijk?
Bij vacuümvormen kan er lucht vast komen te zitten in holtes of scherpe hoeken van de mal, wat kan leiden tot luchtbellen, vervormingen of onvolledige vormen. Door luchtgaten aan te brengen, kan de opgesloten lucht worden afgevoerd, waardoor de kunststofplaat zich soepel om de mal heen kan vormen en fijne details nauwkeurig worden weergegeven.
Tips
- Let vooral op holtes en scherpe randen. Als je mal diepe uitsparingen, scherpe overgangen of fijne details heeft, plaats dan luchtgaten bij randen en hoeken om de kunststofstroom goed te sturen.
- Maak kleine, onopvallende gaatjes. Luchtgaatjes moeten klein genoeg zijn om op het uiteindelijke onderdeel niet op te vallen, maar wel voldoende lucht kunnen laten ontsnappen. Een diameter van 0,5 mm is meestal ideaal.
- Plaats ze spaarzaam. Als je te veel luchtgaten maakt, kan de mal verzwakken of kunnen er ongewenste afdrukken op het eindproduct ontstaan. Plaats ze in plaats daarvan op strategische plekken in de buurt van probleemgebieden.
Aanbevolen afmetingen voor luchtgaten bij verschillende productiemethoden
| Productiemethode |
Aanbevolen grootte en vorm van de luchtgaten |
| SLA-3D-printen |
Luchtgat met een diameter van 0,5 mm en een taps toelopende vorm |
| FDM-3D-printen |
Minimaal 0,5 mm diameter, groter indien nodig voor de resolutie van de printer |
| SLS-3D-printen |
Er zijn geen luchtgaten nodig (het materiaal is van nature poreus) |
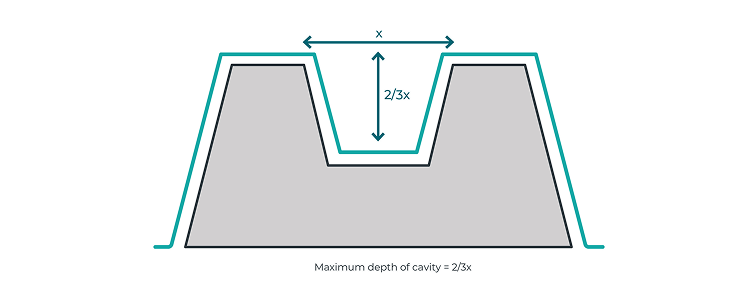
Diepte van de holte in je mal
Wanneer een kunststofplaat in een 3D-vorm wordt gevormd, neemt het oppervlak toe en neemt de dikte af. Verschillende sjablonen zorgen echter voor een verschillende mate van verdunning van de plaat. Als een sjabloon bijvoorbeeld het oppervlak van de kunststofplaat verdubbelt, wordt de gemiddelde dikte gehalveerd. Het is ook belangrijk om te weten dat de dikte zelden overal in het onderdeel gelijk is, wat betekent dat sommige delen uiteindelijk dikker kunnen zijn dan andere.
De verhoudingsfactor voor het dunner maken van het plaatmateriaal is vooral belangrijk als de mal een uitsparing heeft. In zulke gevallen mag de diepte van de uitsparing niet meer bedragen dan tweederde van de breedte van de opening aan de bovenkant. Als je deze verhouding overschrijdt, loop je het risico dat je een item krijgt met te dunne wanden, wat de kwaliteit ervan in gevaar kan brengen.
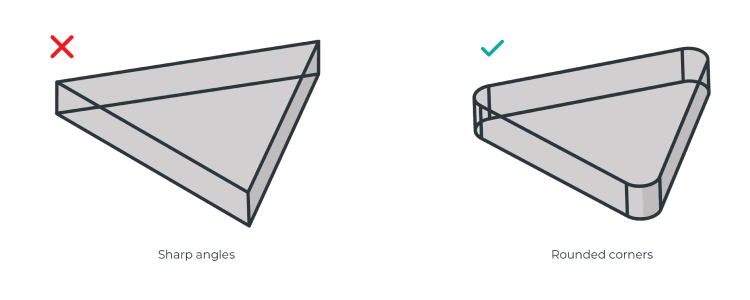
Vermijd scherpe hoeken
Vacuümvormen is niet altijd ideaal voor sjablonen met scherpe hoeken, vooral niet als die kleiner zijn dan 90°. Door scherpe verticale hoeken in combinatie met beperkte hellingshoeken is de kans groter dat de kunststofplaat tijdens het vormproces scheurt of gaat plooien. Om dit te voorkomen en de kwaliteit van het onderdeel te verbeteren, moet je ervoor zorgen dat alle hoeken en randen van het sjabloon afgerond zijn.
Tips
- Scherpe randen kunnen overmatige rek en spanningsconcentratie veroorzaken, wat tot scheuren kan leiden.
- Aanbevolen hoekradius (R) van minimaal 3–5 mm, afhankelijk van het materiaal.
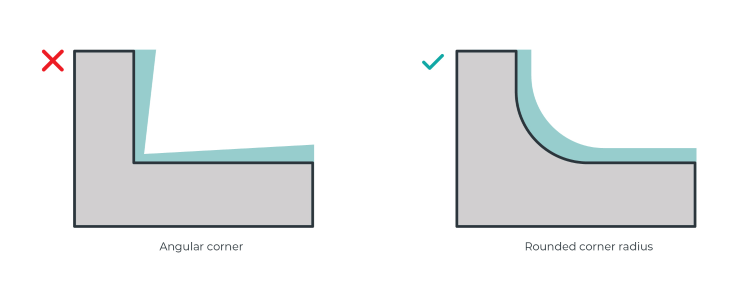
Hoekradius en materiaalstroom
Tijdens het vacuümvormen past het verwarmde plaatmateriaal zich geleidelijk aan de mal aan, waarna het uiteindelijk afkoelt en op zijn plaats uithardt. Bij het naderen van hoeken wordt het materiaal vaak dunner.
Om een gelijkmatige dikte te behouden en de structurele stevigheid van het onderdeel te verbeteren, is het belangrijk om de hoeken en randen af te ronden. Een afgeronde hoekradius zorgt ervoor dat het materiaal soepel vloeit, waardoor het risico op zwakke of ongelijkmatige plekken in het uiteindelijke onderdeel wordt verminderd.
De oppervlaktestructuur van de mal
Thermogevormde onderdelen kunnen de oppervlaktestructuur van de mal overnemen, zelfs als die structuur niet direct zichtbaar is. Dit is een belangrijk punt om rekening mee te houden tijdens de ontwerpfase. Als je een glad oppervlak wilt, moet je de mal misschien nog bewerken om de gewenste afwerking te krijgen.
Hoeveel nabewerking er nodig is, hangt af van de technologie die voor de productie van de sjabloon is gebruikt. Bij 3D-printen met filament zie je bijvoorbeeld meestal duidelijkere laaglijnen dan bij sjablonen die met resin 3D-printen zijn gemaakt.
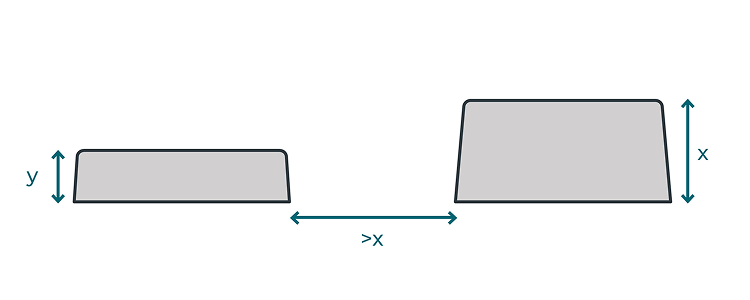
De plaatsing van de sjabloon en het voorkomen van webvorming
Als je meerdere sjablonen of ontwerpelementen dicht bij elkaar plaatst, kan er tijdens het vacuümvormproces webvorming ontstaan. Om dit te voorkomen, is het belangrijk om een tussenruimte te laten die groter is dan de hoogte van het hoogste element in je sjabloon.
Deze richtlijn is vooral van cruciaal belang voor mannelijke matrijzen, waarbij ribben een negatieve invloed kunnen hebben op het uiteindelijke onderdeel. Bij vrouwelijke matrijzen heeft ribbenvorming echter minder invloed, omdat deze aan de binnenkant plaatsvindt en dus geen invloed heeft op het uiteindelijke onderdeel.
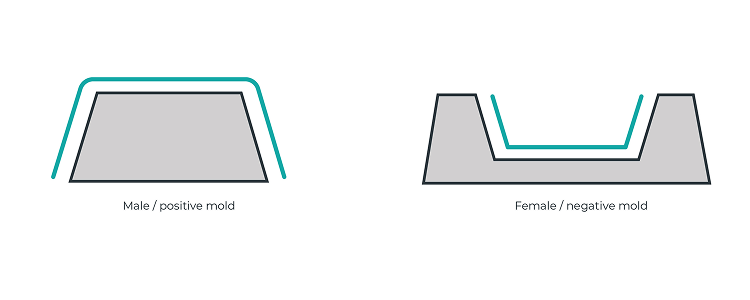
Mannelijke en vrouwelijke mallen
Bij drukvormen worden mannelijke of vrouwelijke mallen gebruikt, afhankelijk van het type onderdeel dat wordt geproduceerd. De kant van het materiaal die in contact komt met het matrijsoppervlak is het meest maatvast, dus het is belangrijk om het onderdeel te definiëren op basis van de kant van het materiaal die de matrijs raakt.
- Mannelijke mallen hebben positieve of bolle vormen.
- Vrouwelijke mallen hebben negatieve of holle vormen.
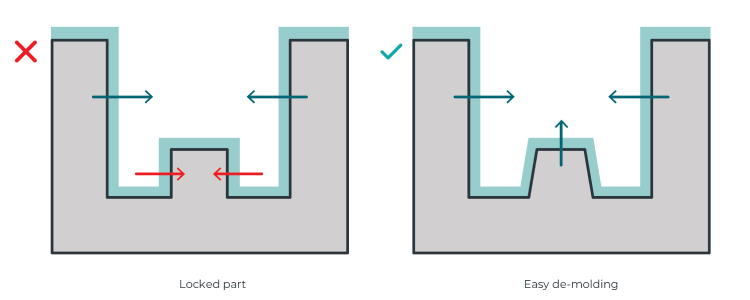
Ontwerp rekening houdend met krimp
Tijdens het afkoelen kunnen buitenranden loskomen, maar kunnen interne onderdelen vast komen te zitten. Om dit te voorkomen, moet je schuine hoeken aanbrengen op alle ontwerpelementen die het risico lopen vast te komen zitten tijdens het afkoelen.
Het onderstaande diagram laat zien in welke richting de krimp tijdens het afkoelen plaatsvindt: de groene delen zullen loskomen, terwijl de rode delen het risico lopen vast te komen zitten.
De juiste vacuümvormmachine kiezen voor je project
Nu je weet hoe je goede matrijzen ontwerpt, is het kiezen van de juiste vacuümvormmachine de volgende stap om resultaten van hoge kwaliteit te behalen.
MY YARD biedt complete, alles-in-één vacuümvormers in desktopformaat, geschikt voor zowel beginners als professionals. Elke vacuümvormmachine van MY YARD is voorzien van een ingebouwde vacuümpomp, waardoor een externe pomp of stofzuiger overbodig is. Dankzij de hoogwaardige verwarmingselementen verwarmen de MY YARD vacuümvormers het materiaal snel en gelijkmatig.
Of je nu net begint met vacuümvormen of nog aan het leren bent, de vacuümvormmachines van MY YARD maken het je gemakkelijker dankzij hun gebruiksvriendelijke interface en ingebouwde materiaaldatabase. Je vindt altijd de juiste instellingen voor elk project.
Dit artikel is oorspronkelijk gepubliceerd op myyardtech.eu.